中华人民共和国国家标准
产品几何量技术规范(GPS) GB/T 16857.1-200X
坐标测量机的验收检测和复检检测 eqv ISO 10360-1:2000
第 1 部分:词汇
Geometrical Product Specification (GPS)-Acceptance and Re-verification tests for Coordinate Measuring Machines
-Part I:Vocabulary
1. 范围
本标准确定了坐标测量机及其验收检测和复检检测的词汇。
2. 通用术语
2.l 坐标测量机(CMM)coordinate measuring machine
通过运转探测系统(2.6)测量工件表面空间坐标的测量系统。
注:各类常见坐标测量机及其机械轴系的图例描述见附录A。
2.2 坐标测量 coordinate measurement
由坐标测量机(2.1)来完成空间坐标的测量。
2.3 测量空间 measuring volume
由坐标测量机测量空间坐标的极限区域来表示的坐标测量机(2.1)测量范围。
2.4 工件坐标系统 work piece coordinate system
相对工件而确定的坐标系统。
2.5 机器坐标系统 machine coordinate system
相对坐标测量机(2.1)的机械轴或计算轴而确定的坐标系统。
注:各类常见坐标测量机及其机械轴系的描述见附录 A。
2.6 探测系统 probing system
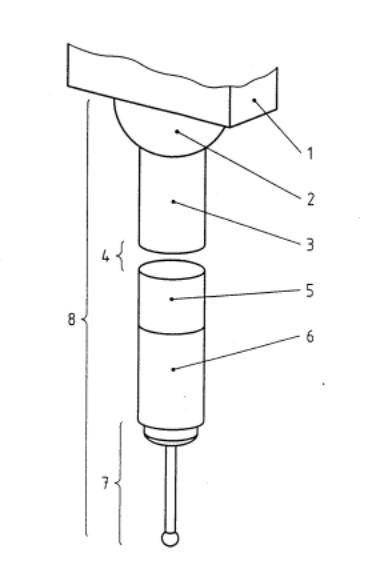
由测头(3.1)以及可附加配置的测头加长杆、测头交换系统、探针(4.1)、探针交换系统和 探针加长杆等组成的系统,见图 1 和图 2 。
注.1:探测系统与探测轴(2.23)相连。
注.2:探测系统不仅限于接触式探测系统(3.2)。
2.7 探测 probing (to probe)
测定坐标值的动作。
2.8 离散点探测 discrete-point probing
退出中间点(2.11)后,记录直接评定的指示测量点(2.12)的一种特定探测(2.7)模式。
2.9 扫描 scanning
采集连续的测量点,以表征被测表面上各条线的一种特定探测(2.7)模式。
2.10 程序点 program point
由坐标描述的点,并用来控制探测系统(2.6)内某特定点的运动。
2.11 中间点 intermediate point
不作探测(2.7)的特定程序点(2.10)。
注:中间点通常用来控制探测系统(2.6)的运动,改变其运动的速度和方向并作空程运动。
2.12 指示测量点 indicated measured point
探测系统(2.6)中的特定点,在执行探侧(2.7)的瞬间指示该点的坐标值,见图 3 。
注:特定点通常位于或接近探针针头(4.2)的中心处。

1 探测轴 2 测头加长杆
3 测头交换系统 4 测头
5 探针交换系统 6 探针加长杆
7 探针杆 8 探针
9 探针针头 10 针头直径
11 探测系统 12 探针系统(构成探针系统的部分)
图 1 探测系统
1 探测轴 2 万向系统
3 测头加长杆 4 测头交换系统
5 测头 6 探针加长杆
7 探针 8 万向探测系统
图 2 万向探测系统
2.13 修正测量点 corrected measured point
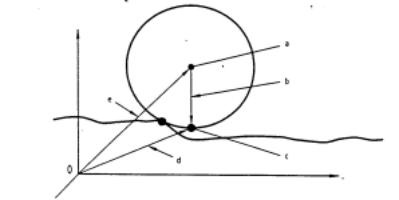
基于指示测量点(2.12)工件表面上点的估计值,见图 3 和图 4。
注;在测头(3.1)无探针系统(4.4)的情况下[比如光学探测系统(3.4)],指示测量点(2.12)与修正测量点可为同一点。

a 指示测量点 b 针头修正矢量
c 修正测量点 d 目标接触点
e 实际接触点 f 实际要素
g 公称要素 h 位置误差
图 3 点的命名(简化示意)
a 指示测量点
b 针头修正矢量〒
c 修正测量点
d 修正测量点矢量 M
e 指示测量点矢量 D
图 4 针头修正矢量(简化表示)
2.14 目标接触点 target contact point
在公称组成要素上预定的接触点,见图 3 。
注:按 GB/TXXXX-1 的规定,公称组成要素是一个理论正确表面。
2.15 实际接触点 actual contact point
探针针头(4.2)与实际要素间接触的点,见图 3 。
注:按 GB/TXXXX-1 的规定,实际要素是一个组成要素,是工件实际表面的一部分。
2.16 针头修正矢量(T) tip correction vector
把指示测量点(2.12)转换为修正测量点(2.13)的矢量,见图 3 和图 4 。
注 1:针头修正矢量通常包括针头的结构尺寸(如半径)和探测系统(2.6)的系统误差修正量。指示测量点(2.12)到修正测量点(2.13)的转换可用下式表示:
M =D 十 T
M 是修正测量点的矢量;
D 是指示测量点的矢量:
T 是针头修正矢量。
注 2:习惯的作法是通常用近似的探针针头(4.2)半径表示该矢量的大小,用表面法向的估计表示方问。针头直径包含有修正量,如探针杆的弯曲,通常称为“有效针头直径”。
2.17 (坐标测量机的)验收检测 acceptance test (of a CMM)
按坐标测量机(2.1)制造商和用户共同商定的检测程序,验证一台坐标测量机符合制造商所提供性能的一组操作。
2.18 (坐标测量机的)复检检测 re-verification test (of a CMM)
按验收检测(2.17)的同一检测程序进行,检测坐标测量机(2.1)符合用户规定的性能的操作。
2.19 (坐标测量机的)中间检查 interim check (of a CMM)
为保持坐标测量机(2.1)的测量可信程度,由用户规定和在复检检测之间完成的检测。
2.20 高斯径向距离(R) Gaussian radial distance
由球形尺寸实物标准器(8.2)上的一定量的修正测量点(2.13)求出辅助要素的高斯(最小二乘法)球心与同一球形尺寸实物标推器上修正测量点之间的距离。
注:所有测量点形成提取要素,由此形成辅助要素,从而得到一系列高斯径向距离(R)值。
2.21 范围 range
同一公称量的最大值与最小值之差。
2.22 滞后 hysteresis
与预加的激励次序有关的测量仪器的响应特性。
注:通常认为滞后与被测量有关,也可认为与感应量有关。
2.23 探测轴 ram
安装探测系统(2.6)的坐标测量机(2.1)部件。

 页面位置 :
页面位置 :

